

产品详细介绍
以下是:滚压管_镀铬光轴产品实拍的产品参数
导读 滚压管_镀铬光轴产品实拍,安达液压机械有限公司专业从事滚压管_镀铬光轴产品实拍,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,发货地:聊城辽河路燕山路交叉口南500米东首发货到山东省 德州市 德城区、陵县、宁津县、庆云县、临邑县、齐河县、平原县、夏津县、武城县、乐陵市、禹城市,以下是滚压管_镀铬光轴产品实拍的详细页面。 山东省,德州市 2022年,德州市地区生产总值为3633.1亿元,比上年增长4.4%。
滚压管_镀铬光轴产品实拍产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:滚压管_镀铬光轴产品实拍的图文介绍
因 山东德州活塞杆厂家产品批次不同, 山东德州活塞杆厂家原材料价格不同,具体详细价格请联系我们安达液压机械有限公司的销售经理。


华尔网珩磨管油缸管绗磨管很多钢管的偏心都是这个时候产生的,所以严格控制这穿孔环节 十分重要。精轧钢管 冷拔钢管 由于穿孔的原因 也会产生偏心问题:任何破坏由轧辊、顶头、导板三者形成的变形区几何形状正确性的因素,都将使毛管壁厚不均加剧。(1)顶头。①顶头的形状设计,理想的顶头辗轧锥应与轧辊出口锥平行,如果按照传统的马特维也夫公式设计顶头,其顶头的辗轧锥与轧辊的出口锥是不平行的,金属在这样一个逐渐扩大的间隙内变形,势必造成管壁辗轧不充分而导致毛管壁厚不均,而且,随送进角的增大毛管壁厚不均更加严重;②由于顶杆的刚度不够,在穿孔过程中产生弯曲,使顶头不能保持对中位置,从而使穿出的毛管壁厚不均;(2)导板。①导板距过大,在穿孔过程中是依靠导板的限制作用来保持穿孔中心线的,导板距大,顶头在上下位置变化大,使顶头不稳定,导致毛管壁厚不均。②上、下导板的不均匀磨损也会加剧壁厚不均程度。(3)轧辊。
①轧辊中心线偏斜:在生产过程中,由于穿孔机两侧压下螺丝安装不正确,或由于螺纹和轴承磨损而使两辊间轴向发生水平偏斜,两个轧辊的送进角不一致使变形区发生畸变而导致壁厚不均。
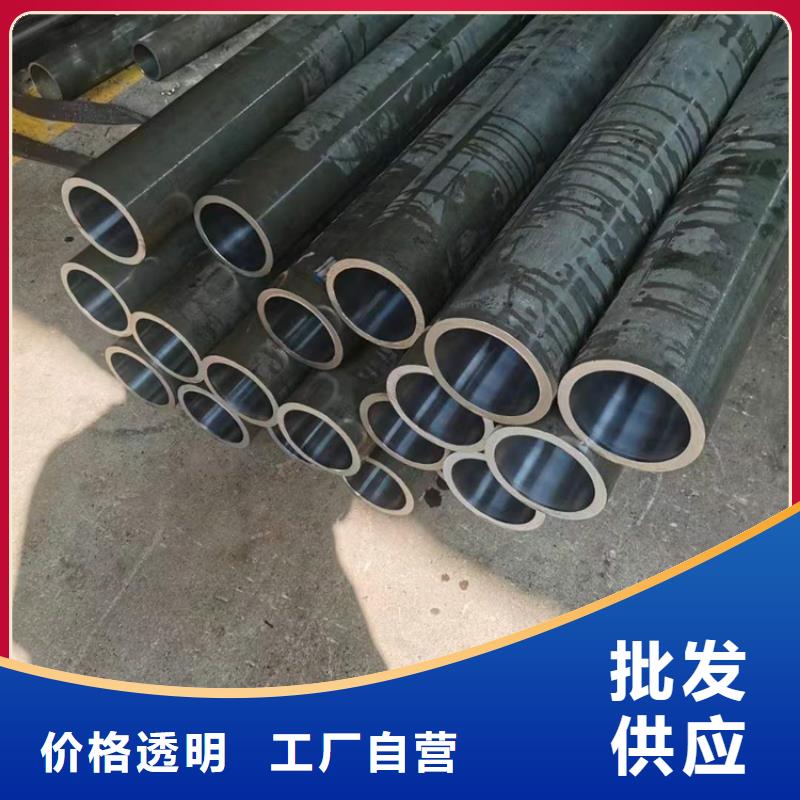
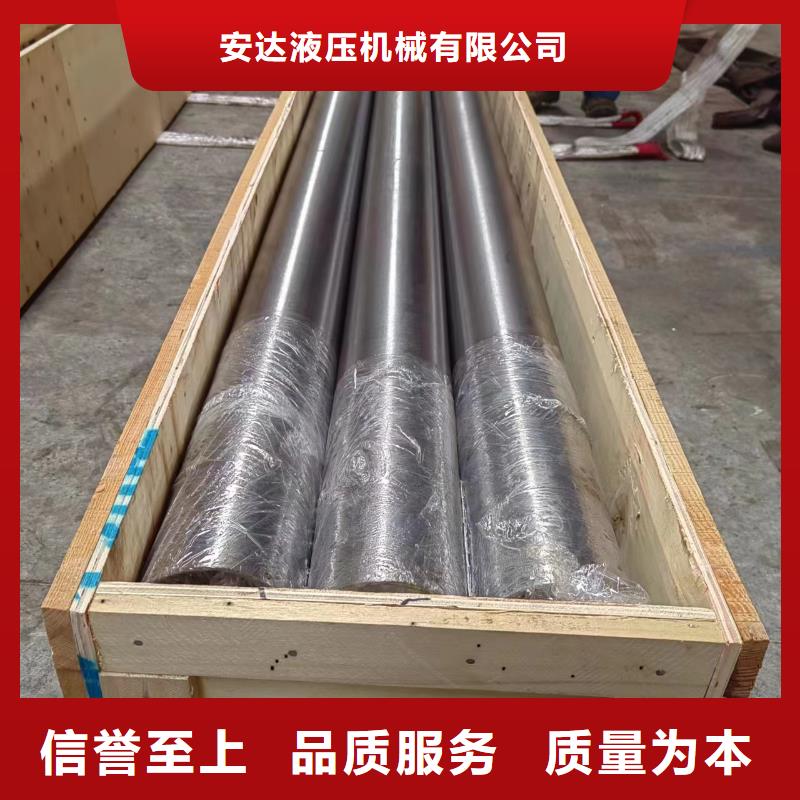
滚压管



华尔网珩磨管油缸管绗磨管热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。
1、无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。
2、绗磨管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。
绗磨管的特点
1.外径更小。
2.精度高可做小批量生
3.冷拔成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
尺寸精密,强度高,表面质量好,承受高压;内壁无氧化层、内孔光洁无划痕滚压管



华尔网珩磨管油缸管绗磨管怎么防止珩磨管淬火裂纹? 珩磨管淬火裂纹 珩磨管淬火工艺主要用于钢件,是将钢加热到临界温度Ac3(亚共析钢)或Ac1(过共析钢)以上温度,保温一段时间,使之全部或部分奥氏体化,然后以大于临界冷却速度的冷速快冷到Ms(马氏体转变起始温度)以下(或Ms附近等温)进行马氏体(或贝氏体)转变的热处理工艺。 珩磨管淬火裂纹是指在珩磨管淬火过程中或在珩磨管淬火后的室温放置过程中产生的裂纹,后者又叫时效裂纹。裂纹的分布没有一定的规律,但一般容易在工件的尖角、截面突变处形成。造成珩磨管淬火开裂的根本原因是拉应力超过材料的断裂强度,或者虽未超过材料的断裂强度,但材料由于存在内部缺陷也会发生开裂。造成珩磨管淬火开裂的具体原因很多,分析时应根据裂纹特征加以区分。滚压管



华尔网珩磨管油缸管绗磨管为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。我公司本着不端创新和进步的理念,在不断加强各种缸筒的研究和创新的基础上,增加在液压机械等方面的发展,这无疑是给企业的发展带来了无穷的力量和希望!经过这些年的发展,不断的开发新产品来配合客户需求,使产品的各项优越性得到快速,产品被广泛应用于冶金、锻压、铸造、机床、矿山、起重、船舶、煤炭、运输、化工、科研、军工等工业领域。绗磨管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。绗磨管是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。滚压管
总结滚压管_镀铬光轴产品实拍,安达液压机械有限公司为您提供滚压管_镀铬光轴产品实拍产品案例,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,发货地:辽河路燕山路交叉口南500米东首。